Thuis / Bloggen / Industrie nieuws / Waarom zou u een luchtsnijder-snijmachine van het schuiftype kiezen boven andere snijmethoden?

Vraag een offerte aan

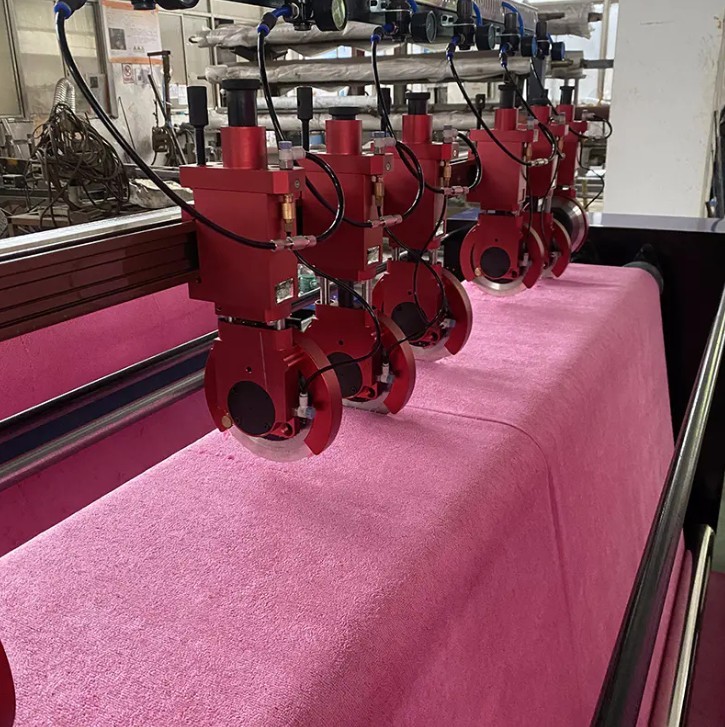
Bij bewerkingen waarbij rollen film, folie, papier, niet-geweven stof of flexibel verpakkingsmateriaal in smallere breedtes moeten worden gesneden, heeft de keuze van het snijmechanisme een directe en meetbare invloed op de randkwaliteit, productiesnelheid, materiaalopbrengst en onderhoudskosten van de apparatuur. De schaartype luchtsnijder snijmachine – een configuratie die pneumatisch bediende roterende schaarmessen gebruikt om materiaal door middel van een schaarachtige knipbeweging te snijden – is een van de meest toegepaste snijtechnologieën geworden op het gebied van verpakking, elektronica, medische en industriële materiaalconversie. Het begrijpen van de specifieke voordelen die dit machinetype biedt ten opzichte van alternatieven voor kerven, pletsnijden en scheermesjes biedt een duidelijke basis voor het nemen van weloverwogen beslissingen over kapitaalgoederen.
Voordat u de voordelen onderzoekt, is een duidelijk begrip van het werkingsprincipe nuttig. In een snijconfiguratie van het afschuiftype worden paren cirkelvormige bovenste en onderste bladen langs de breedte van het baanpad gepositioneerd. Meestal overlapt het bovenste mes het onderste mes met een gecontroleerde hoeveelheid 0,5 tot 2,0 mm — en de twee tegengesteld draaiende messen oefenen een afschuifkracht uit op de baan terwijl deze ertussendoor gaat, waardoor deze op dezelfde mechanische manier wordt gesneden als een schaar die papier snijdt. De aanduiding "luchtsnijder" verwijst naar het pneumatische bedieningssysteem: persluchtcilinders schakelen de meshouders in en uit, positioneren de messen met precisie en oefenen een consistente, regelbare laterale kracht uit om tijdens het hele snijproces het juiste contact tussen mes en mes te behouden.
Dit pneumatische schakelsysteem is van fundamenteel belang voor een aantal van de belangrijkste operationele voordelen van de machine. In tegenstelling tot mechanisch bevestigde meshouders die handmatige herpositionering met behulp van handgereedschap vereisen, kunnen pneumatisch bediende houders snel worden in- en uitgeschakeld vanaf een bedieningspaneel, en de luchtdruk die naar elk messtation wordt gevoerd, regelt rechtstreeks de laterale kracht - zijwaartse kracht of overlapkracht genoemd - die op de messen wordt uitgeoefend. Het aanpassen van deze kracht door het veranderen van de toevoerdruk duurt enkele seconden, zonder de machine te stoppen of de messenconstructie fysiek aan te raken.
Randkwaliteit is het meest consequente outputkenmerk van elke snijbewerking, en het afschuifsnijmechanisme produceert consistent schonere randen dan kerf- of pletsnijmethoden bij het breedste scala aan materiaalsoorten. Bij het afschuivingssnijden worden de materiaalvezels of moleculaire ketens netjes gescheiden door tegenover elkaar gelegen bladvlakken die dicht bij elkaar passeren, waarbij een minimale drukkracht loodrecht op het baanoppervlak wordt uitgeoefend. Dit levert een gespleten rand op die recht en glad is en vrij is van de rafelige scheuren, stofontwikkeling of randkrulling die vaak optreden bij het snijden van kerven in brosse of gelaagde materialen.
Voor meerlaagse films die worden gebruikt in flexibele verpakkingen – zoals PET/AL/PE- of nylon/PE-laminaten – houdt de schuifsnijwerking elke laag tegelijkertijd in compressie tussen de twee bladen, waardoor delaminatie tussen de lagen bij de spleetrand wordt voorkomen, wat vaak voorkomt wanneer crush-cut-methoden ongelijkmatige drukbelasting over de dikte van het laminaat toepassen. Aluminiumfolie, dat bijzonder gevoelig is voor randscheuren onder kerfspanning, reageert bijzonder goed op afschuifsnijden omdat de afschuifwerking de snijspanning lateraal verdeelt in plaats van deze te concentreren op een kerflijn.
Schone spleetranden hebben trapsgewijze voordelen via de toeleveringsketen voor conversie en eindgebruik. Bij bedrukte verpakkingen zorgen randdefecten voor zichtbare kwaliteitsafkeuringen in de detailhandel. Bij het snijden van batterij-elektrodefolie voor lithium-ioncellen zijn braamvrije randen een veiligheidskritische vereiste; metalen bramen aan de elektroderand kunnen de separator binnendringen en interne kortsluiting veroorzaken. Bij medische verpakkingen is de integriteit van de randen een onderdeel van de validatie van de afdichtingskwaliteit. De consistente snijkantuitvoer van de shear-type luchtsnijder vermindert het aantal defecten bij deze stroomafwaartse controlepunten, waardoor de totale kwaliteitskosten in de hele productieketen worden verlaagd.
In verwerkingsomgevingen met een hoge mix, waar de spleetbreedte tussen productieorders vaak verandert, is de tijd die nodig is om de bladconstructies te herpositioneren een directe oorzaak van machine-uitval en arbeidskosten. Het pneumatische bedieningssysteem van de luchtsnijmachine pakt dit direct aan. Meshouders zijn op een precisieas of balk gemonteerd en kunnen met de messen in uitgeschakelde toestand naar de gewenste posities worden geschoven. Eenmaal gepositioneerd, brengt het indrukken van de luchtbediening de messen in minder dan een seconde per station in snijcontact, zonder handmatig vastdraaien, vastklemmen of mechanische aanpassing van individuele meshouders.
Op volledig uitgeruste machines kan de zijdelingse kracht die door de pneumatische cilinders wordt uitgeoefend, individueel per messtation worden ingesteld met behulp van proportionele drukregelaars, waardoor de machinist de snijkwaliteit kan afstemmen op verschillende materialen of verschillende posities over de baanbreedte – bijvoorbeeld door een hogere zijdelingse kracht uit te oefenen bij randtrimstations en een lagere kracht bij interne spleetposities – zonder de messen of hardware te veranderen. Dit niveau van controle per station is niet beschikbaar op mechanisch bediende snijsystemen en is een aanzienlijk voordeel op het gebied van procesflexibiliteit voor converters die verschillende materiaalspecificaties op dezelfde machine uitvoeren.
Veel conversietoepassingen zijn zeer gevoelig voor deeltjesverontreiniging. Tapes voor elektronische componenten, optische films, verpakkingen van medische apparatuur en in cleanrooms verwerkte materialen kunnen niet tegen snijstof of micro-afval dat tijdens het snijden op het weboppervlak wordt afgezet. Bij de snij- en verbrijzelingsmethoden wordt een drukkracht toegepast die het materiaal op de snijlijn doet breken, waardoor fijne deeltjes ontstaan (vooral van brosse materialen zoals PET-film, polypropyleen en gecoat papier) die zowel de gesneden rollen als de verwerkingsomgeving vervuilen.
Het afschuifsnijmechanisme produceert dramatisch minder deeltjes omdat het materiaal wordt gesneden door tegenover elkaar liggende mesvlakken in plaats van te breken onder druk. Door de zuivere schaarwerking blijft er minimaal materiaal achter op het snijvlak dat als vuil kan worden afgebroken. Voor toepassingen die vereisen reinheidsnormen gelijkwaardig aan ISO-klasse 7 of beter is shear slitten doorgaans de enige mechanisch haalbare snijmethode die aan de deeltjesvereisten kan voldoen zonder de gehele snijzone in een gefilterde, onder druk staande omgeving te omsluiten.
De verminderde stofontwikkeling komt ook de levensduur van het blad en de machine ten goede. Zaagstof dat niet efficiënt uit de machine wordt afgezogen, hoopt zich op op lageroppervlakken, lineaire geleidingen en meshouders, waardoor de slijtage wordt versneld en op termijn wordt bijgedragen aan de onnauwkeurigheid van de positionering. Een schaarmachine die schone materialen gebruikt, veroorzaakt minder interne vervuiling, waardoor de onderhoudsfrequentie wordt verminderd en het onderhoudsinterval tussen vervangingen van precisiecomponenten wordt verlengd.
Luchtsnijmachines van het schuiftype zijn ontworpen voor continue snelle webverwerking. Moderne machines in deze categorie werken met baansnelheden variërend van 200 m/min voor zwaardere laminaten tot 800 m/min of hoger voor dunnefilmtoepassingen , afhankelijk van het materiaal, de spleetbreedte en de vereisten voor de wikkelspanning. De snijactie met de roterende schaar schaalt soepel met toenemende baansnelheid, omdat de snijkracht continu wordt uitgeoefend door de tegengesteld draaiende bladen in plaats van met tussenpozen, zoals bij stans- of perforatieconfiguraties. Er is geen mechanische impactgebeurtenis die de snelheid zou beperken of dynamische balancering bij hoge snelheden zou vereisen.
Cruciaal is dat de pneumatische kracht die het bladcontact in stand houdt onafhankelijk is van de snelheid van de baan; het is een statische kracht die wordt uitgeoefend door de luchtcilinder, ongeacht hoe snel de baan door de snijzone beweegt. Dit betekent dat de snijkantkwaliteit bij 100 m/min in wezen identiek is aan de snijkantkwaliteit bij 600 m/min, mits de spanning en spoorvolging correct worden gecontroleerd. Kerf- en verbrijzelingsmethoden laten daarentegen vaak snelheidsafhankelijke veranderingen in de randkwaliteit zien, omdat de drukkrachten en wrijvingsdynamiek op het snijpunt veranderen naarmate de baansnelheid toeneemt.
Een van de commercieel meest significante voordelen van de luchtsnijderconfiguratie van het schuiftype is het vermogen ervan om een werkelijk breed scala aan materialen op hetzelfde machineplatform te verwerken door de bladgeometrie, de zijwaartse kracht, de overlap en de baanspanning aan te passen. De onderstaande tabel vat de algemene materiaalcategorieën samen en geeft aan hoe de parameters voor het afschuivingssnijden voor elke categorie worden aangepast.
| Materiaalsoort | Typische dikte | Belangrijke parameteraanpassingen | Randkwaliteit resultaat |
|---|---|---|---|
| PET/BOPP-film | 12–50 µm | Lage zijdelingse kracht, minimale overlap | Schoon, stofvrij, geen krul |
| Aluminiumfolie | 6–100 µm | Scherpe bladhoek, gecontroleerde overlap | Braamvrij, geen barsten |
| Flexibel Laminaat (verpakking) | 60–250 µm | Middelmatige zijdelingse kracht, gelijke bladspeling | Geen delaminatie aan de rand |
| Niet-geweven stof | 30–300 g/m² | Hogere zijdelingse kracht, veelvuldig slijpen van de messen | Schone vezelsnede, minimaal rafelen |
| Gecoat papier / beschermfolie | 60–200 g/m² | Matige overlap, antistatische maatregelen | Gladde rand, geen coatingbreuk |
Dit aanpassingsvermogen is een belangrijk economisch voordeel voor verwerkers die meerdere productlijnen op gedeelde apparatuur verwerken. Een luchtsnijmachine met enkele schaar kan binnen één ploegendienst opnieuw worden geconfigureerd tussen folie-, film-, laminaat- en non-woven runs door de bladgeometrie te veranderen en de pneumatische drukinstellingen aan te passen - waardoor de noodzaak voor speciale machines per materiaalfamilie wordt geëlimineerd die anders nodig zouden zijn met minder instelbare snijtechnologieën.
De levensduur van het blad is een belangrijke variabele in de operationele kosten bij snijbewerkingen met grote volumes. Schaarbladen - meestal vervaardigd uit snelstaal (HSS), wolfraamcarbide of gereedschapsstaal met keramische coating — geleidelijker slijten dan gereedschap met kerf- of kerfsnede, omdat de afschuifwerking de snijspanning verdeelt over de volledige omtrek van de bladrand in plaats van deze te concentreren op een enkel kerfpunt. Terwijl het blad roteert tijdens het voortbewegen van de baan, komen verschillende delen van de rand opeenvolgend in aanraking met het materiaal, waardoor de slijtage gelijkmatig wordt verspreid rond de omtrek van het blad in plaats van een plaatselijke slijtagevlak te creëren, zoals gebeurt bij stationaire rilmessen.
Het pneumatische zijkrachtsysteem draagt op een subtiele maar belangrijke manier bij aan de levensduur van het mes: door de operator in staat te stellen de minimale zijdelingse kracht in te stellen die nodig is om de vereiste snijkwaliteit te bereiken, voorkomt het overmatige kracht waardoor de messen snel bot worden wanneer de operator de meshouders handmatig verder vastdraait dan de optimale instelling om waargenomen problemen met de randkwaliteit te compenseren. Gecontroleerde, herhaalbare pneumatische kracht betekent dat de messen consistent op het juiste aangrijpingsniveau werken, waardoor het interval tussen herslijp- en vervangingscycli wordt gemaximaliseerd.
De veiligheid van de operator bij snijwerkzaamheden is een aanhoudend probleem, gezien de scherpe roterende messen die daarbij betrokken zijn. Het pneumatische koppelingssysteem van de luchtsnijder-snijmachine biedt een betekenisvolle veiligheidsverbetering vergeleken met mechanisch bediende meshouders waarbij operators tijdens het instellen of afstellen met handgereedschap in de meszone moeten reiken. Met pneumatische bediening kunnen de messen volledig worden uitgeschakeld uit de snijpositie met behulp van een paneelbediening voordat de operator contact hoeft te maken met de messenconstructie. Veel machineontwerpen bevatten bovendien veiligheidsvergrendelingen die automatisch alle messtations uitschakelen wanneer de afschermingen worden geopend of wanneer het noodstopcircuit wordt geactiveerd.
De mogelijkheid om de messen onmiddellijk uit te schakelen zonder de baanaandrijving te stoppen is ook operationeel waardevol. Als een websplitsing, een defect of een vreemd voorwerp het snijstation nadert, kan de operator de messen tijdelijk uitschakelen om de afwijking door te laten zonder contact te maken met de snijranden. Zo wordt schade aan het mes voorkomen en wordt een baanbreuk vermeden waarvoor een volledige stop van de machine en een cyclus van opnieuw draadsnijden nodig zou zijn. Deze mogelijkheid wordt vooral gewaardeerd bij werkzaamheden met hoge snelheid, waarbij het stoppen en opnieuw starten van de machine aanzienlijke productiviteitskosten met zich meebrengt.
De luchtsnijder-snijmachine van het schaartype levert de meest overtuigende combinatie van voordelen in de volgende operationele scenario's:
In al deze scenario's positioneert de combinatie van nauwkeurige pneumatische besturing, zuivere knipwerking, snelle installatie en brede materiaalcompatibiliteit de schaar-snijmachine als het technisch meest afgeronde snijplatform dat beschikbaar is voor veeleisende conversietoepassingen.
Copyright © ChangZhou AoHeng Machinery Co., Ltd. All Rights Reserved












